









Material handling is a cornerstone of modern industry—spanning construction, logistics, manufacturing, and warehousing. The right equipment not only moves materials efficiently and safely, but also boosts productivity, minimizes waste, and keeps labor costs under control. But what are the equipment used in material handling, and how do you select the best options for your needs? This guide provides an expert, in-depth overview of all types and categories, so you can make informed decisions and future-proof your operations.
What Is Material Handling?
Material handling is the process of moving, protecting, storing, and controlling materials throughout manufacturing, distribution, consumption, and disposal. It covers everything from the moment raw materials enter your facility to the shipping of finished products.
Learn the basics at What Is Material Handling?

Main Categories of Material Handling Equipment
1. Transport Equipment
Transport equipment is designed to move materials from one location to another within a site or between work zones. This category is essential for construction site logistics and warehouse efficiency.
- Forklifts for construction: Powered vehicles that can lift and carry heavy pallets, containers, or bulk loads.
- Pallet jacks and carts: Manual or powered tools for moving palletized goods or smaller loads across short distances.
- Wheelbarrows and dollies: Handy for moving loose or irregular items, especially on construction sites or in tight spaces.
- Conveyors in construction and warehousing: Mechanized systems for continuous transport of bulk materials, boxes, or packages.
- AGVs (Automated Guided Vehicles): Robots programmed to carry materials throughout a facility autonomously.
Discover more in Material handling Equipment.

2. Storage and Handling Equipment
This category focuses on the safe and efficient storage of materials, keeping items accessible while optimizing space.
- Pallet racks, shelves, bins, and drawers: Organize inventory, prevent damage, and simplify picking.
- Automated Storage and Retrieval Systems (AS/RS): Computerized solutions for high-density storage and rapid retrieval.
A good material storage solution helps prevent lost inventory, clutter, and damage.
3. Lifting and Positioning Equipment
Lifting equipment is crucial for handling heavy or awkward loads with minimal risk. It improves safety and reduces labor costs.
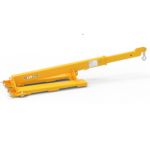
- Hoists and cranes: Jib Cranes, overhead cranes, gantry cranes, and tower cranes are used for lifting and positioning loads vertically and horizontally.
- Aardwolf Slab Lifters: Aardwolf Slab Lifters are specialized for handling stone, glass, or metal slabs on construction sites or in manufacturing.
- Vacuum Lifters: Vacuum Lifters utilize suction to handle fragile or smooth-surfaced materials with reduced risk of scratches or breakage.
- Scissor lifts and lift tables: Provide ergonomic height adjustment for assembly, packaging, or repair tasks.
4. Unit Load Formation Equipment
This equipment groups individual items together into unit loads for easier and safer handling.
- Pallets, containers, skids, crates: Allow multiple items to be moved as a single load, improving efficiency and reducing handling time.
5. Bulk Material Handling Equipment
Bulk handling equipment is designed to move loose, granular, or powdered materials.
- Conveyors, hoppers, and silos: Used for cement, sand, grain, or other bulk goods. These systems streamline the transfer and storage of high-volume materials.
How to Choose the Best Material Handling Equipment
- Assess the types, sizes, and weights of materials handled
- Analyze the workflow and layout of your site or facility
- Consider throughput volume and frequency
- Prioritize safety and compliance with industry standards
- Review budget, ROI, and total cost of ownership
- Invest in training and preventive maintenance for all equipment
For detailed decision-making strategies, see Material-handling Equipment.
Manual, Motorized, and Automated Equipment: Which Is Best?
- Manual:
Includes carts, hand trucks, and wheelbarrows. Best for small operations, occasional use, or lightweight items. - Motorized:
Forklifts for construction, powered conveyors, and hoists. Ideal for medium to high volume and heavier loads. - Automated:
Robotic systems, AGVs, and automated storage. Perfect for high-volume, repetitive tasks, and reducing labor cost in construction and warehousing.
Find out more at What Is Material Handling Equipment and Which of the Following Is a Motorized Material Handling Device.
Real-World Application: Construction and Warehouse Success
A major construction firm recently implemented a combination of Aardwolf Slab Lifters, Vacuum Lifters, and Jib Cranes on their job sites. This resulted in:
- 30% reduction in labor costs
- Significant decrease in workplace injuries
- Improved site organization and faster project completion
Warehouses using automated conveyors and AS/RS have seen similar gains in productivity and safety.
The Benefits of Advanced Material Handling Equipment
- Increase construction productivity with faster, safer moves
- Improve safety on construction site and in warehouses
- Minimize material waste and product loss
- Optimize inventory and space utilization
- Enhance order accuracy and customer satisfaction
For more, see What Is Material Handling?
Conclusion
The range of equipment used in material handling—from simple hand trucks to advanced Vacuum Lifters, Jib Cranes, and robotic AGVs—is vast and ever-evolving. Selecting the right tools is essential for safe, efficient, and cost-effective operations in any industry.
Explore leading solutions and get expert advice from trusted suppliers to future-proof your operation and keep pace with industry best practices.
Recommended reading:


Please log in to leave a comment.