









In the fast-evolving world of logistics, warehousing, and manufacturing, material handling equipment plays a crucial role in maintaining efficiency, reducing labor strain, and optimizing space. Whether it’s a basic manual material handling tool or a cutting-edge automated material handling system, all equipment must satisfy four fundamental functions: movement, storage, control, and protection.
Understanding these functions not only helps in selecting the best material handling equipment for warehouses, but also ensures that your system is tailored for your industry—be it construction, logistics, manufacturing, or food processing.

1. Movement: The Primary Role of Material Handling
The primary job of any material handling system is to move materials efficiently and safely through a facility. This involves transporting materials from receiving to storage, storage to production, or production to shipping.
Examples of Movement Equipment:
- Forklifts for material handling – Ideal for lifting and stacking pallets.
- Conveyors for material handling – Essential in bulk or continuous movement.
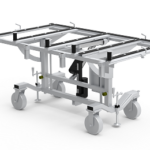
- Material handling carts and trolleys – Lightweight, mobile, and perfect for short distances.
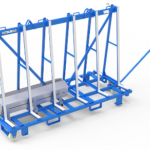
- Material handling trolley – Designed to move granite slabs or other heavy objects safely.
- Overhead material handling systems – Perfect for saving floor space while transporting loads.
- Cranes and hoists – Ideal for heavy-duty and vertical lifting applications.

2. Storage: Holding and Buffering Materials
The storage function involves the safe placement of materials until they are needed. Efficient storage reduces congestion and ensures smoother operations. Whether using shelves, bins, pallets, or automated racking systems, this function keeps your workflow organized.
Key Equipment in Storage:
- Warehouse material handling equipment like racking systems and mobile shelves
- Bulk material handling systems with hoppers, silos, and bins
- Pharmaceutical material handling systems with climate-controlled cabinets
- Industrial material handling solutions tailored for high-density inventory
🔗 What Is Material Handling? Types, Equipment, Functions, Safety, and Warehouse Optimization
3. Control: Precision, Automation, and Workflow Management
Control refers to the equipment’s ability to monitor and manage the flow, position, and condition of the material during handling. This function ensures that products don’t get lost, misplaced, or mishandled.
Technologies That Enable Control:
- Automated material handling systems with RFID and barcode scanning
- Manual material handling tools equipped with sensors for safe lifting
- Smart warehouse management systems (WMS)
- Material handling training programs that focus on correct usage of tracking tools
🔗 How Does Material Handling Impact the Human Labor Force?
4. Protection: Minimizing Damage and Maximizing Safety
The protection function ensures that materials, as well as workers, are shielded from potential harm. This involves using guards, securing devices, and ergonomic designs to reduce strain and avoid injuries or damage to materials.
Equipment Designed for Protection:
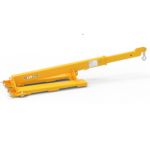
- Vacuum lifters and Aardwolf slab lifters – Great for fragile and heavy surfaces like granite.
- Paver lifter – Prevents cracking or chipping during material transport.
- Jib cranes – Provide precise vertical and horizontal motion.
- Material handling safety standards built into design systems.
- Ergonomic PPE and worker-friendly tools.
🔗 Loose Clothing Is Best to Wear When Handling Material?
Key Industry Applications of These Four Functions
Construction and Logistics
Bulk transport of raw materials with forklifts, cranes, and overhead systems.
Manufacturing
Integration of automated vs manual material handling for assembly lines.
Food Industry
Sanitary conveyors, control systems, and low-cost material handling solutions for small businesses.
Pharmaceutical
Secure and sterile storage with high-end warehouse material handling equipment.
Tips on Choosing the Right Equipment for All Four Functions
- Assess Workflow: Map current processes and identify movement inefficiencies.
- Analyze Storage Needs: Consider inventory volume and access frequency.
- Evaluate Safety Risks: Prioritize solutions with built-in ergonomic features.
- Seek Scalable Solutions: Choose industrial material handling solutions that grow with your business.
🔗 Train Material-Handling Employees to Reduce Errors When Loading Trucks
Conclusion: Four Functions That Define Effective Material Handling
Every piece of material handling equipment—whether it’s a manual tool, automated system, or heavy-duty solution—must move, store, control, and protect materials. Mastering these four functions ensures your operation remains efficient, cost-effective, and safe.
For tailored advice, explore material handling companies near you or consult material handling equipment manufacturers that specialize in industry-specific solutions.
Further Reading
🔹 What Is Material Handling?
🔹 How Does Material Handling Impact the Human Labor Force?
🔹 Material Handling Trolley


Please log in to leave a comment.