









An Expert Guide to Material Handling for Modern Industry
Material handling is the backbone of modern construction, manufacturing, warehousing, and logistics operations. The right equipment not only accelerates material movement but also safeguards workers, reduces costs, and supports scalable growth. But with such a broad landscape, what are the main types of material handling equipment? Let’s break down the key categories, highlight real-world applications, and offer expert guidance on optimizing your operation.

What Is Material Handling?
At its core, material handling covers the movement, storage, control, and protection of materials—whether raw goods, components, or finished products—through every stage of production and distribution. The efficiency of this process directly impacts productivity, safety, and profitability.
For a comprehensive introduction, see What Is Material Handling?
Major Types of Material Handling Equipment
Material handling equipment can be grouped into four broad categories. Each is designed to tackle specific challenges, from transporting heavy loads to maximizing storage density or automating repetitive tasks.
1. Transport Equipment
These tools and vehicles move materials from one place to another—within a warehouse, on a construction site, or between different areas of a facility.
Key examples:
- Forklifts for construction: Versatile, motorized vehicles used to lift and move pallets and bulk items over short distances.
- Pallet jacks, hand trucks, and carts: Simple, flexible solutions for moving smaller or lighter loads.
- Wheelbarrows and dollies: Essential for job sites and small warehouses for flexible, short-haul movement.
- Conveyors in construction and warehousing: Automated systems that transport materials continuously along a set path.
- Automated Guided Vehicles (AGVs): Self-driving robots for precise, efficient transport without human intervention.
For more, see Material handling Equipment.
2. Storage and Handling Equipment
Efficient material storage is critical to keeping inventory organized, accessible, and protected from damage.
Common equipment:
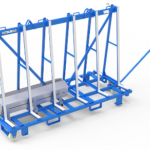
- Racks, shelving, and bins: Enable vertical and compartmentalized storage.
- Pallet racking systems: For safe stacking of palletized goods.
- Drawers and containers: Help manage small parts and fragile items.
- Automated Storage and Retrieval Systems (AS/RS): Computer-controlled storage for high-density, high-efficiency warehousing.
Smart material storage solutions prevent clutter, lost items, and wasted space.
3. Unit Load Formation Equipment
These systems group individual items together into manageable units for efficient handling, storage, and transport.
Equipment examples:
- Pallets and skids: Form the backbone of most unitized shipping and storage systems.
- Crates and containers: Protect goods and allow for easier stacking.
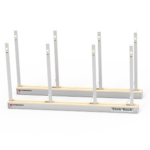
- Aardwolf Slab Lifters: Aardwolf Slab Lifters provide secure, damage-free lifting and placement of heavy stone, glass, or steel slabs.
4. Lifting and Positioning Equipment
These machines and devices raise, lower, or re-position materials with minimal manual effort and maximum safety.
Types include:
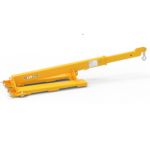
- Hoists and cranes: Jib Cranes, gantry cranes, and tower cranes are key for lifting and placing heavy items on job sites and in factories.
- Vacuum Lifters: Vacuum Lifters allow safe, precise handling of large, fragile, or non-porous panels and sheets.
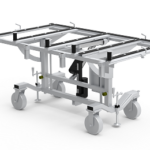
- Scissor lifts and lift tables: Bring goods or workers to the necessary height for assembly, repair, or inspection.
5. Bulk Material Handling Equipment
This category focuses on loose, bulk materials such as sand, gravel, grain, or chemicals.
Examples:
- Belt and screw conveyors: Move bulk materials efficiently over distance.
- Hoppers, silos, and chutes: Store and control flow of large quantities of loose goods.
How to Choose the Right Equipment
Consider the following factors for optimal selection:
- Material type, size, and weight
- Volume and movement frequency
- Facility or job site layout
- Safety requirements and local regulations
- Budget and operational goals
Expert tip: For an in-depth selection process, see Material-handling Equipment.
Manual, Motorized, and Automated: What’s the Difference?
- Manual Equipment:
Hand trucks, carts, and wheelbarrows; low-cost and flexible but labor-intensive. - Motorized Equipment:
Forklifts for construction, electric pallet jacks, and powered conveyors for higher throughput and heavier loads. - Automated Equipment:
AGVs, robotic picking systems, and Vacuum Lifters for maximum efficiency, safety, and cost control.
Dive deeper at What Is Material Handling Equipment? and What Are the Different Types of Material Handling Equipment?
Benefits of Using the Right Material Handling Equipment
- Reduces labor cost in construction and warehousing
- Improves safety on construction sites and in warehouses
- Increases productivity and throughput
- Minimizes material waste and product damage
- Optimizes storage and floor space
Learn more at What Is Material Handling?.
Real-World Example: Material Handling Success
A leading construction firm implemented Aardwolf Slab Lifters, Vacuum Lifters, and Jib Cranes to move large panels and slabs. The result: 35% lower labor costs, fewer injuries, and a 25% boost in project speed.
Conclusion
The types of material handling equipment are as varied as the industries they serve. From basic carts to sophisticated cranes and automated systems, the right combination is vital to efficient, safe, and cost-effective operations.
Explore solutions:


Please log in to leave a comment.